
|
公司基本資料信息
|
|||||||||||||||||||||||||||||
金屬分條機(jī)刀片用于冶金帶鋼分切行業(yè)的圓盤滾剪機(jī)刀片,也叫滾剪機(jī)刀,,滾剪機(jī)園刀,,分條機(jī)刀,縱剪機(jī)圓刀等,。根據(jù)不同的材質(zhì),在金屬分條機(jī)刀片間隙控制也頗有要求:鋼8-10%,,有色金屬2-6%,硅鋼12-14%,。金屬分條機(jī)刀片主要采用材料有:T10,6CrW2Si,,Cr12MOV,LD,,H13,W18Cr4V,,H13K等優(yōu)質(zhì)工具鋼和高合金模具鋼制造。廣泛應(yīng)用于薄,、中、厚板材的裁邊、條等
縱剪機(jī)/縱剪線的一般用來切割馬口鐵,、硅鋼片,,鋁帶,、銅、不銹鋼板,、鍍鋅板、彩鋼瓦等材料.
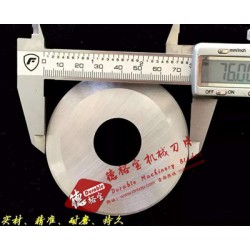
1,、刀片*大外徑:Φ800,*小外徑:Φ100,。厚度值3mm--60mm
2,、隔套(間隙片)厚度值:0.8mm--200mm
3,、平面厚度公差≤0.003
4、根據(jù)客戶所分剪不同金屬卷板材料及厚度,,精選6大種類進(jìn)口鋼材,八大種類國(guó)產(chǎn)優(yōu)質(zhì)鋼材,。
滾剪機(jī)刀片安裝:需戴手套,,先裝下刀,,將下刀緊固后再裝上刀,操作時(shí)要防止刀具碰撞,。
對(duì)刀:兩手輪同時(shí)壓下,待上下刀將要接觸時(shí)停止下壓,。對(duì)上刀軸進(jìn)行軸向調(diào)整,,使上刀刀片與下刀刀槽的相咬合,,防止發(fā)生啃刀現(xiàn)象;對(duì)好刀后繼續(xù)旋轉(zhuǎn)手輪下壓,,使上下刀咬合,注意咬合深度要適中。對(duì)好滾刀后先用條形紙?jiān)嚽?,如果能將紙順利切開,則鎖緊上刀緊固螺栓,,若不能切開,則繼續(xù)對(duì)刀直至能把紙切開,。鎖緊上刀緊固螺栓后,用剪刀剪取約20cm長(zhǎng)度待切材料進(jìn)行試切,,依據(jù)試切調(diào)整刀具至能切出良好的產(chǎn)品,以*保*安全,。
調(diào)壓板:組合壓板寬度要比所切銅帶寬0.5~1mm,調(diào)整左右側(cè)限位塊,,使壓板中心正對(duì)滾刀中心,鎖緊左右限位塊,。用剪刀剪取約20cm長(zhǎng)度待切銅帶進(jìn)行試切,根據(jù)兩邊余料情況左右調(diào)整壓板,,直到符合要求為止。
間隔收線:收線裝置為上下兩層,,實(shí)際操作時(shí)可分兩層收線或放置較遠(yuǎn)收線軸一軸收線。每插入一根切好的銅帶放一個(gè)隔片及間隔環(huán),,*后緊固。各件都應(yīng)留有一定間隙,,隔片要與切好銅帶垂直且隔片之間的距離適當(dāng),防止收線時(shí)與隔片摩擦起毛刺,;調(diào)節(jié)收卷裝置及放卷裝置,使各段張力適宜,,如果收料卷松緊不齊,則收料裝置張力應(yīng)放松點(diǎn)。
縱剪機(jī)圓刀片又可稱為圓盤剪刀片,,主要采用T10,、6CrW2Si、Cr12MoV,、LD,、H13,、H13K,、W18Cr4V等優(yōu)質(zhì)工具鋼和高合金模具鋼制造,熱處理硬度HRC60-63,,切口光滑平整、刃口鋒利耐磨損,。主要適用于板材縱剪分條及各類縱剪機(jī)組,我公司可生產(chǎn)直徑1.2米以內(nèi)的各類圓剪刀片以及直徑0.5米以內(nèi)的超高精度圓剪刀片,,平行度可達(dá)0.002mm。 隨著對(duì)金屬板材加工精度要求不斷提高,,其精度至今只有精密銑削刀具才能與之相匹配.±0.001mm厚度公差,和Ra0.1um 表面粗糙度已是我們的常規(guī)標(biāo)準(zhǔn).運(yùn)用我們的技術(shù)訣竅和專業(yè)知識(shí),還可滿足客戶對(duì)厚度、平行度,、平面度、外圓和內(nèi)圓等更高的公差要求,。
對(duì)高精度的要求,我們?nèi)缃褚涯?保*厚度公差達(dá)±0.002mm.所有高精度產(chǎn)品的檢查都是在恒溫室內(nèi)進(jìn)行.
適用領(lǐng)域:
|
大型鋼鐵制造廠 |
有色金屬加工廠 |
冷軋廠 |
鋼板加工服務(wù)中心 |
|
帶鋼制造商 |
捆扎材料廠 |
包裝材料廠 |
鋼篩廠 |
|
鋼管廠 |
型鋼制造商 |
縱剪設(shè)備制造商 |

![]()
![]()




擊交談/留言")
擊旺旺交談/留言")






{kind=link}