
|
公司基本資料信息
|
|||||||||||||||||||||||||||||||||||
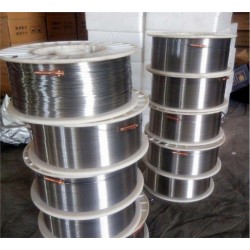
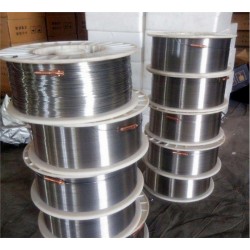
堆焊修復(fù)工件:連鑄輥
**焊絲型號(hào):LM414N,LM414
焊絲直徑:2.4-4.0mm
焊接方法:自保護(hù)堆焊
堆焊修復(fù)工件:母材為42CrMo,、45號(hào)鋼,、35號(hào)鋼等連鑄輥
堆焊修復(fù)效果:高溫強(qiáng)度高,,抗氧化和耐熱 疲勞性能優(yōu)良
堆焊修復(fù)焊絲:明弧堆焊:LZ430/LZ414N/LZ409/LZ411,
埋弧堆焊:LM430/LM414/LM414N
氣體保護(hù)堆焊:LQ439
**焊絲焊絲及特點(diǎn):
自保護(hù)堆焊焊絲,,工藝簡單,,綜合成本低。堆焊三層以上硬度可以達(dá)到HRC42。堆焊層金屬為鉻,、鉬低碳合金,,高溫強(qiáng)度高,抗氧化和耐熱疲勞性能優(yōu)良,。LZ414N為連鑄輥堆焊用明弧自保護(hù)堆焊藥芯焊絲,,焊接工藝性能優(yōu)良,成形美觀,,飛濺較小,。堆焊層金屬為鉻、鉬低碳合金,,高溫強(qiáng)度高,,抗氧化和耐熱疲勞性能優(yōu)良。
適用范圍:用于堆焊連鑄機(jī)輥,、結(jié)晶器足輥,、高溫柱塞等
堆焊工藝:
1、焊前除盡支撐輥表面油銹,,車盡疲勞層,。
2、緩慢升溫,,將輥加熱到≥150℃,,保溫; 出爐后立即焊接,,層間溫度應(yīng)不低于150℃,。
3、焊接層間清除焊渣,,注意避免夾渣,。
4,、焊后立即進(jìn)入爐或保溫箱,,緩慢冷卻至100℃,以下出爐,。
5,、焊絲應(yīng)保存在陰涼干燥處,開包后及時(shí)用完。
YD212 1.2mm 1.6,mm 50~55 C02氣體保護(hù)的金屬粉末型堆焊藥芯焊絲,,堆焊時(shí)電弧穩(wěn)定,,焊后無渣,成型好,。用于受磨損的中低碳鋼及合金鋼的表面堆焊,,抗裂較好,可機(jī)加工
YD218 1.2mm 1.6,mm 55-59 C02氣體保護(hù)的金屬粉末型堆焊藥芯焊絲,堆焊時(shí)電弧穩(wěn)定,,焊后無渣,,成型好。用于受磨損的中低碳鋼及合金鋼的表面堆焊,,抗裂較好,,可機(jī)加工
YD237硬面耐磨堆焊藥芯焊絲
YD256 1.2mm 1.6,mm 52~56 用于堆焊在輕下經(jīng)受強(qiáng)烈磨料磨損的工件,如磨煤機(jī)磨輥,、溜槽,、料鐘及礦山機(jī)械和建材機(jī)械等。
YD258 1.2mm 1.6mm 60~65 用于堆焊修復(fù)各類模具及機(jī)械易磨損工件耐沖擊表面堆焊,。
YD276 1.2mm 1.6mm 用于堆焊修復(fù)水輪機(jī)受汽蝕損壞的工件及高錳鋼的堆焊修復(fù),,如鐵路道抓斗,推土機(jī)等,。
YD322 1.2mm 1.6,mm 50~55 用來堆焊各種沖模,、切削刀具及修復(fù)要求耐磨損性能較高之機(jī)械零件,堆焊時(shí)電弧穩(wěn)定,,焊后無渣,,成型好。
YD337 熱鍛模堆焊焊絲
YD377 1.2mm 1.6,mm 52~57 用于各類汽車模具的堆焊修復(fù)及各類易磨損件的表面修復(fù),,堆焊時(shí)電弧穩(wěn)定,,焊后無渣,成型好,。
YD397 1.2mm 1.6,mm 43~47 用于堆焊修復(fù)各類鍛?;蚋黝愐啄p件的表面修復(fù),堆焊時(shí)電弧穩(wěn)定,,焊后無渣,,成型好。
![]()
![]()



擊交談/留言")







{kind=link}