
|
公司基本資料信息
|
|||||||||||||||||||||||||||||
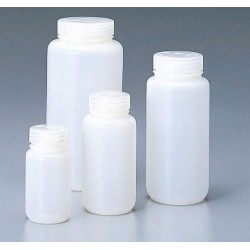
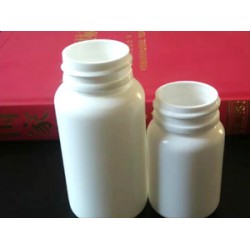
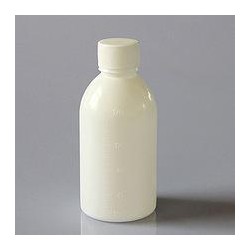
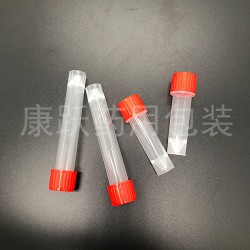
聚丙烯塑料瓶也叫pp材持瓶,聚丙烯塑料瓶的成型采用擠出拉伸吹塑成型生產(chǎn)工藝時(shí),,所用原料,、設(shè)備及工藝參數(shù)的選擇應(yīng)注意下列事項(xiàng),。
(1)聚丙烯塑料瓶所用原料與聚丙烯塑料瓶采用擠出吹塑成型用料相同。
(2) 聚丙烯瓶成型前和坯管的擠出成型用設(shè)備與聚丙烯瓶擠出吹塑成型用設(shè)備相同,,但成型坯管后,,要有坯管的制頸和封底工序。
(3) 原料塑化熔融溫度應(yīng)控制在210~230℃范圍內(nèi),;成型坯管時(shí)要把熔料溫度迅速冷卻降至90~105℃結(jié)晶溫度范圍內(nèi),,以抑制大體積球晶的形成。
(4) 坯管加熱,、成型瓶頸,、封底和切斷,是瓶制品成型拉伸前的瓶坯加工工序,;然后進(jìn)行拉伸和吹塑成型制品,。
(5) 瓶坯拉伸前加熱至原料的玻璃化溫度和熔點(diǎn)溫度之間,聚丙烯樹脂為145℃,;瓶坯體各部位溫度一致,、受熱均勻后方可進(jìn)行
拉伸工作。
(6) 拉伸吹塑時(shí),,拉伸芯棒從瓶口端插入直至瓶底,,即可進(jìn)行拉伸和吹入壓縮空氣吹脹瓶坯,,完成瓶坯的拉伸和吹塑工作。
(7) 拉伸吹塑瓶坯的倍率,,是決定制品提高_(dá)性能的一個(gè)重要工藝條件,,這個(gè)倍率是拉伸比與吹脹比兩個(gè)比值的乘積。一般pp制
品的拉伸倍數(shù)控制在6-10范圍內(nèi),。拉伸比是指制品長(zhǎng)度與瓶坯長(zhǎng)度之比,,吹脹比是指制品的較大直徑與瓶坯直徑之比。
pp制品的拉伸比為(1,。5-2,。5) : 1;吹脹比為(3-5) : 1。
(8)拉伸夾具用于坯管兩端的夾持工作,,是制品拉伸吹脹前的輔助工具,。
康躍生產(chǎn)的聚丙烯塑料瓶是主打產(chǎn)品,聚丙烯塑料瓶的瓶口處的形狀正好與瓶蓋具有比較好的默契,,因此在瓶口與瓶蓋的共同下,,具有很強(qiáng)的阻濕機(jī)能。
想要了解更多關(guān)于聚丙烯塑料瓶的信息請(qǐng)登錄:http://www.kyyybz.com/jbxslp.html
![]()
![]()



擊交談/留言")







{kind=link}