塑料導爆管是我國上世紀80年代初投入使用的爆破器材,經(jīng) 過30余年的推廣與使用,,己成為我國爆破作業(yè)的主流起爆器材,。 隨著非電起爆網(wǎng)絡(luò)應用比例的逐年上升,導爆管的使用量也持續(xù)增長,,年使用量達到30多億米,。
在使用過程中,工程爆破領(lǐng)域希望導爆管具備高拉伸強度,、受燃料油影響小,、網(wǎng)絡(luò)連接更加容易、具有一定的耐高溫性,、導爆管更加柔軟,、耐磨耐折,耐切割質(zhì)量穩(wěn)定,。然而目前我國的導爆管生產(chǎn)工藝和裝備相對滯后,,生產(chǎn)過程還停留在粗放塑、勞動密集型階段,。所以加強導爆管生產(chǎn)過程中質(zhì)量管控,,值得思考。
由于塑料導爆管更加柔軟,,因此接觸式測量法不適用現(xiàn)在的的外徑檢測,,并且現(xiàn)在的生產(chǎn)設(shè)備大多數(shù)都為自動生產(chǎn)設(shè)備,因此對其外徑進行自動檢測,,也就成為了不可忽視的問題,。所以,,對塑料導爆管的外徑檢測的基本要求有一下幾點:非接觸、 在線,、自動,、高精度、高速度,。
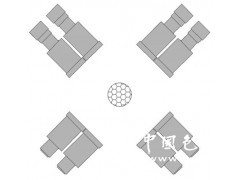
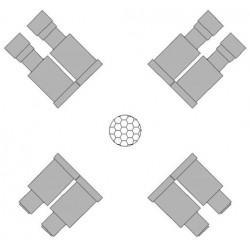
塑料導爆管的管徑是有擠出機的機頭模具控制,。擠制導爆管用圓環(huán)行口模是由口模芯和口模座之間形成的圓環(huán)形間隙構(gòu)成,。按塑料熔體流動的方向,,口模分壓縮段和成型段兩部分。壓縮段的圓環(huán)形空隙面積由大到小,。成型段亦稱平直段,,這段口模座和模芯的內(nèi)外表面為圓柱面,間隙處處相等,。故而,,口模座和模芯的中心線嚴格地重合,才能確保導爆管管徑的一致性與壁厚的一致性,??谀W湍P镜闹行木€重合調(diào)節(jié)一般可以固定模座,調(diào)整模芯的方法,,也可用固定模芯,,調(diào)整模座的方法。
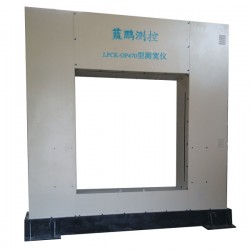
在原有設(shè)備基礎(chǔ)上,,增加一款可控制管徑上限的光電測徑儀,, 使拉制出的導爆管*大直徑不超過規(guī)定值,滿足國家標準要求,, 通過機器設(shè)備調(diào)節(jié)控制導爆管外徑下限,,避免生產(chǎn)過程中因設(shè)備運轉(zhuǎn)時間久出現(xiàn)管徑超差和停機后開機時調(diào)節(jié)設(shè)備費時多的問題。
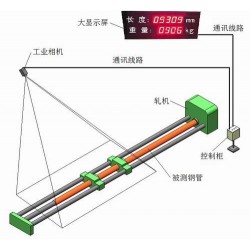
目前我國導爆管管徑已經(jīng)實現(xiàn)了在線檢測,,通過采用光電測徑儀實現(xiàn)外徑尺寸的在線精準測量,,該儀器響應速度快,精度高,,可以精準的檢測被測塑料導爆管的線徑尺寸,,同時其為在線測量系統(tǒng),非接觸式檢測,,測量精度可以達到0.003mm,,測量頻率也達到了500Hz(并可制成1000Hz),為塑料導爆管提供精準的線徑尺寸,。
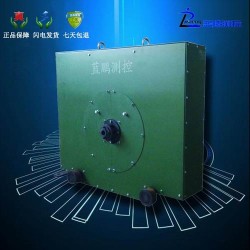
光電測徑儀還具備PID調(diào)節(jié)功能,,即根據(jù)實測線徑與設(shè)定標稱值之間的偏差,,來控制擠塑機螺桿轉(zhuǎn)速或牽引機的轉(zhuǎn)速,使實際的線徑盡可能地接近標稱值,。而對塑料導爆管而言,,可以與拉制機或擠出機對接,實現(xiàn)聯(lián)動自動控制管徑,。












{kind=link}