鋼管直線度是一項重要的技術指標。在軋制過程中,,必須對鋼管的直線度進行在線測量與監(jiān)控,,才能*保*成品符合要求。本文介紹了高精度在線直線度測量儀在檢測軋制中鋼管線材直徑及直線度時,,測量儀所遇到的關鍵性問題及其解決方法,。
1、儀器測量原理及技術指標
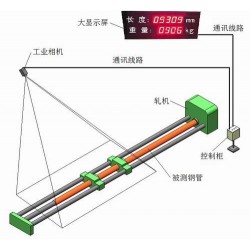
根據(jù)管材的規(guī)格及直線度測量要求,,本方案擬采用我公司的光電測頭對管材直線度進行測量,。測量時在水平(X軸)和豎直(Y軸)方向上各設置3組測頭測量管材X軸和Y軸方向的邊緣位置。
被測棒材通過測量儀時,,每組測頭采集圖1所示截面的X軸和Y軸方向的位置數(shù)據(jù),。系統(tǒng)根據(jù)測頭1和測頭3采集的X軸方向位置值擬合一條直線,位置2的測量值與該直線的偏差即為位置2在X軸方向的直線度誤差,。同理可得到位置2在Y軸方向的直線度誤差,。設X軸的直線度誤差為δ1、Y軸的直線度誤差為δ2,,利用三角函數(shù)即可計算出棒材直線度的實際誤差δ,。
2、設計中的幾個關鍵問題
測量精確度是直線度測量儀基本的技術指標,,為了達到高精度,,必須從各方面給予*保*。
2.1,、光學系統(tǒng)設計
由于鋼管在高速前進的同時,,伴隨著上下及左右二維空間的劇烈振動,會給物鏡象帶來放大誤差,。若對被測鋼材施以遠心照明,,投影物鏡采用專門設計的遠心光學系統(tǒng),此時,,即使鋼材跳動位置處于物鏡景深的極限位置,,使鋼材像稍為模糊,但模糊象的中心位置在CCD上的投影是和正確調(diào)焦時的投影象處在同一位置上,。
2.2,、CCD的選擇
考慮到實際檢測的尺寸及精度要求,,必須選擇多位數(shù)、高質(zhì)量的CCD作為攝象傳感器,。選取的CCD應具有高分率,、高的轉(zhuǎn)換效率,并能承受較高的工作溫度,。CCD驅(qū)動頻率的選 擇,,原則上只要滿足取樣要求就可以了。
從理論上講,,波形的邊緣部分仍是—根直線,,若用峰值50%作為閾值,將不會因鋼材振動引起測量誤差,。但是,,實際上在線被測物的振動是不規(guī)則的,邊緣波形不成直線,,因而會產(chǎn)生測量誤差,。如果CCD有更高的驅(qū)動頻率,在一次掃描中鋼材邊緣的位移量就會減小,,邊緣波形將會改善,。如選取驅(qū)動頻率為10MHz的CCD,則一次掃描的振動誤差將減少至0.4mm,。如果儀器仍要求每秒取600個數(shù)據(jù),,則每一數(shù)據(jù)已經(jīng)是8次測量的平均值,其誤差可減小至0.05mm,。如果每隔2~3秒讀一次數(shù),,則讀出的數(shù)又是1千到2千個數(shù)據(jù)的平均值,因而可以達到足夠高的精度,。當然,,隨著驅(qū)動頻率的增高,CCD轉(zhuǎn)移效率將明顯下降,,高頻CCD的價格也大為增高,,高頻驅(qū)動器的制作技術也更加困難。而我們?yōu)榱藵M足高精度測量,,且盡可能的減少誤差,,直線度測量儀的CCD芯片選用新型的15MHz頻率的線陣CCD芯片。
2.3,、測量數(shù)據(jù)和圖像顯示
直線度測量儀通過計算機顯示與外接顯示屏進行數(shù)據(jù)顯示,,可測量顯示12 組測頭測得的實時直徑測量值,實時直線度誤差、垂直在線度誤差,、水平在線度誤差等,,以及設定的直徑標準值、上下公差,、直線度公差等,,還可顯示趨勢圖、波動圖,、缺陷圖等圖像信息,。
結(jié)語:
在線鋼管上使用的直線度測量儀要能夠?qū)\動的軋材進行測量,也要詳細顯示測量所得數(shù)據(jù),。
網(wǎng)站名稱:保定市藍鵬測控科技有限公司
可根據(jù)客戶需求提供解決方案,,專業(yè)定制產(chǎn)品。
可以給我在線留言詢價或留下您的聯(lián)系方式,,我看到后會回復聯(lián)系您。














{kind=link}